


导热凝胶大升级,倒逼Tesla FSD转向“螺杆泵”点胶机
时间:2025-03-11 09:08:38 浏览次数:1753 编辑:管理员
核心提示
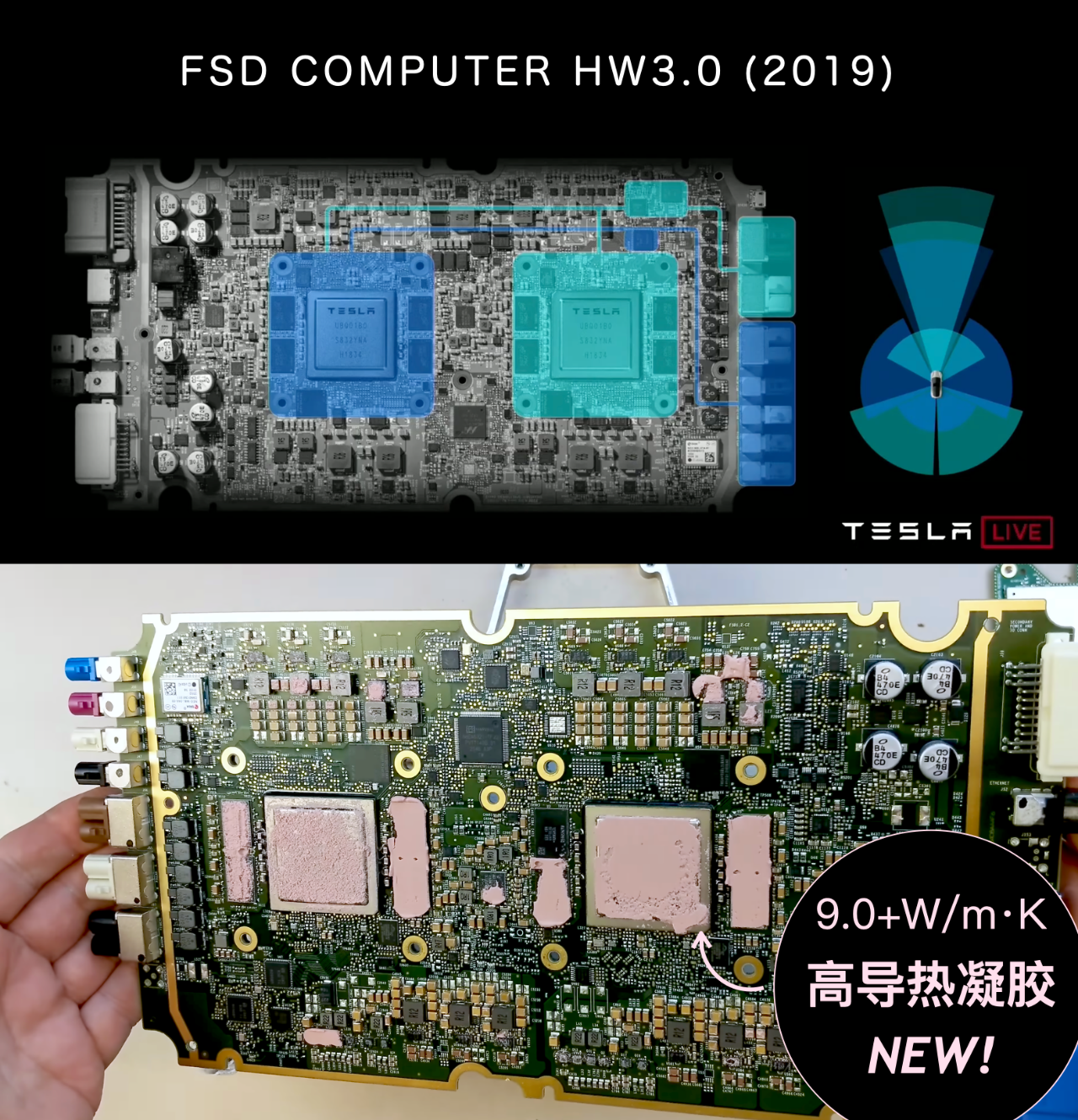
2018年前后,Tesla车机使用的热界面材料全面升级—— 一款导热率高达9.0+W/m·K的全新导热凝胶出现在了FSD HW3.0的智驾芯片上;然而伴随这个变化,产线上的“活塞泵”点胶设备竟然集体下线,取而代之Tesla全面换装“螺杆泵”点胶机!
那么这两件事情之间究竟有何关联?让我们把视角拉回当年一探究竟!
转投“螺杆泵”的Tesla FSD
2月25日,Tesla官宣自家的“完全自动驾驶”系统FSD正式入华,不出所料这个消息一放出来就立刻冲上了当日各大媒体平台的热搜!
因为如今的国产智驾虽说已经是一个比一个能打了,但是要论江湖地位,Tesla的FSD依然是众多厂商紧盯的标杆——
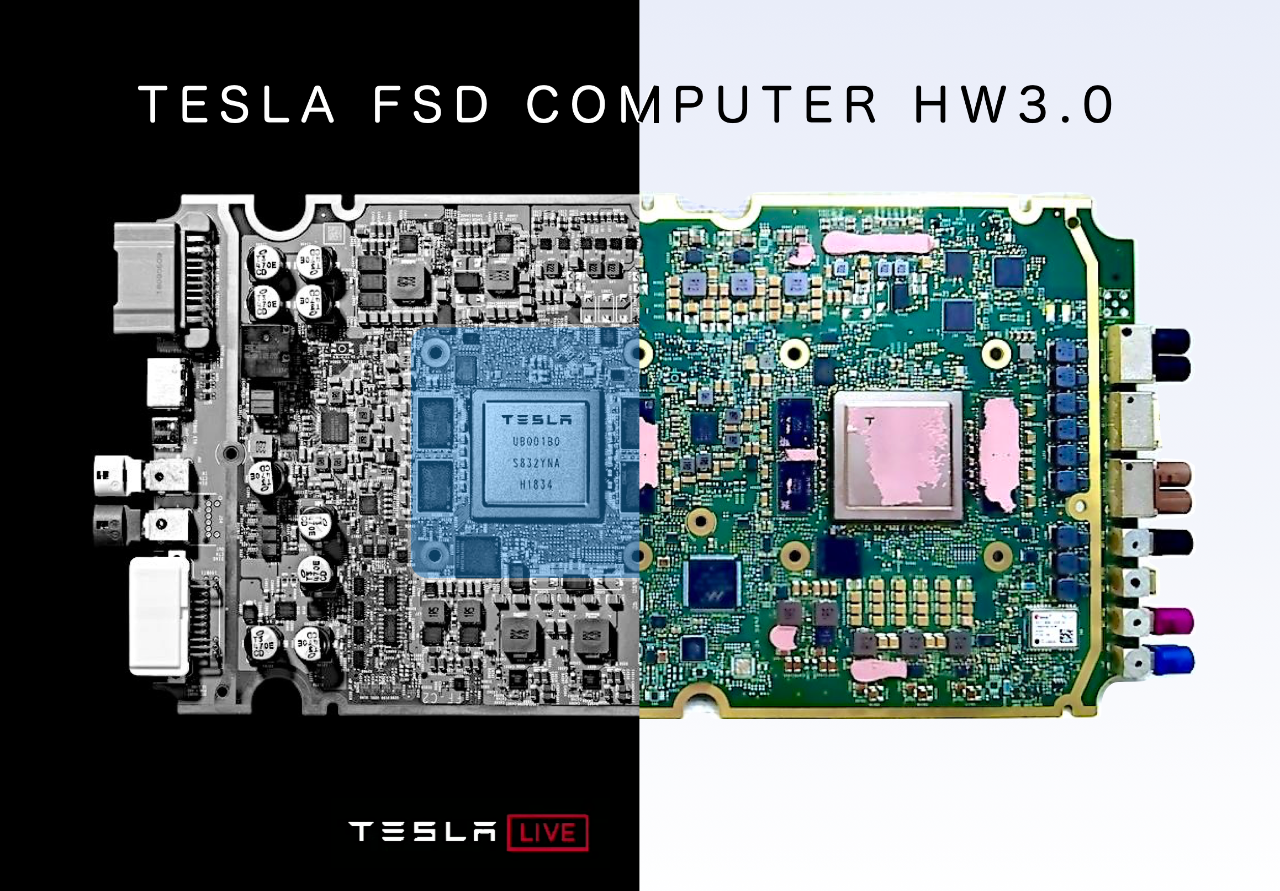
毕竟早在疫情前的2019年Tesla的智驾系统就已经迭代到了FSD HW3.0版本,凭借大幅升级的神经网络和视觉技术,首次将自动驾驶的场景从平直的高速公路扩展到了复杂的城市街道,可说是凭一己之力成功开启了“自动驾驶”的新纪元!
然而大多数人并不知道的是,正是这个牛X的FSD HW3.0,当年在量产初期竟还遭遇过一次颇为严重的产能地狱!而“罪魁祸首”,竟然就是产线上再常见不过的点胶机……

但是谁都没想到,那些在Tesla产线上工作了数年一直稳定发挥的“活塞泵”点胶机,在FSD HW3.0试生产开始没多久就状况频出。
一开始是泵体的接头位置出现“漏油”,检查后发现原来是胶体里面的硅油渗出来了。
而随着大规模量产阶段的到来,这个问题非但没能缓解反而变得日趋严重,最后搞得凝胶的动力粘度也跟着大幅上升,连带着点胶机的出胶速度也出现了断崖式下跌!
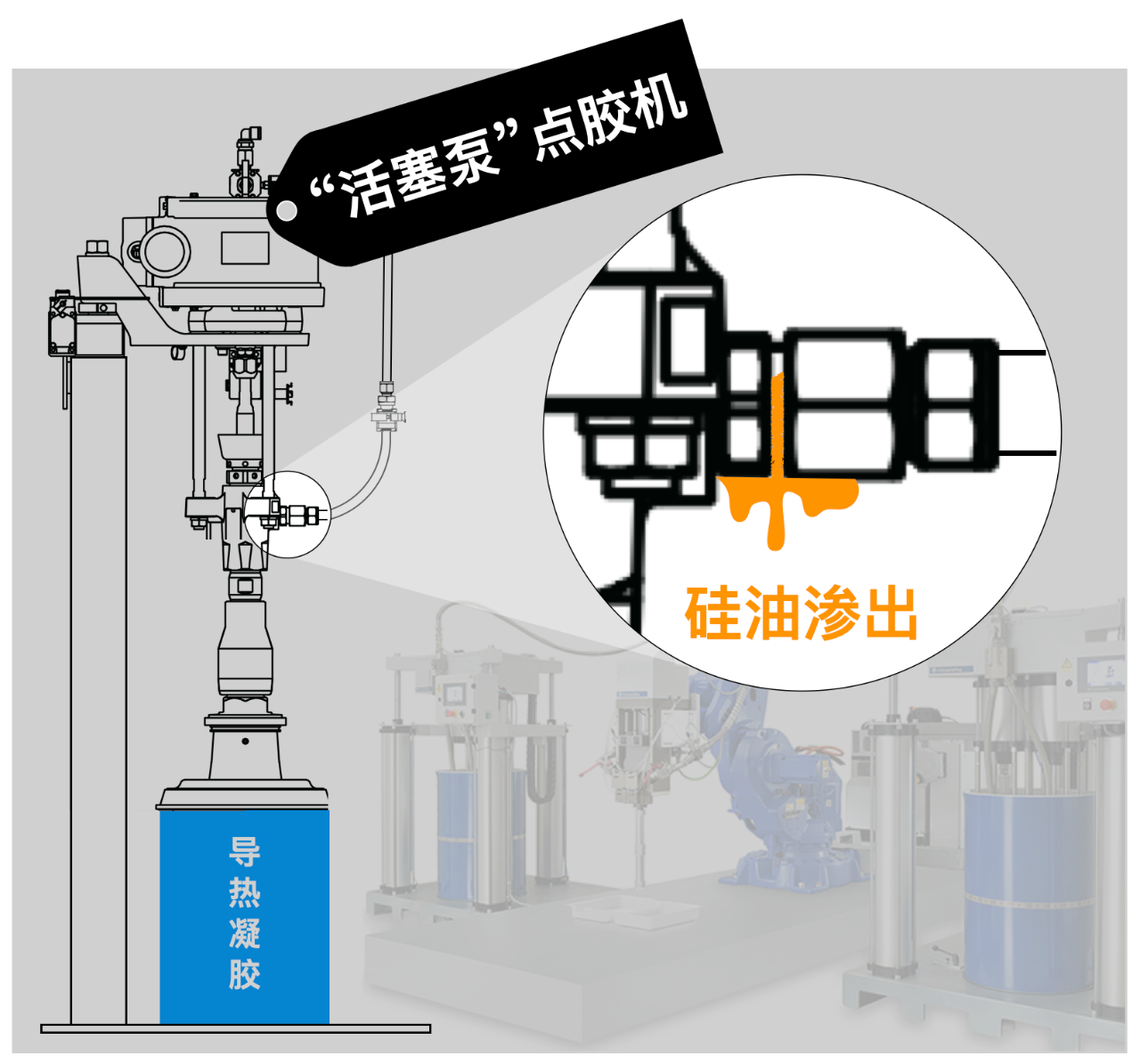
不仅如此,随着时间的推移新的问题接踵而至——那些之前“漏油”的点胶机竟然又开始“漏胶”!
拆开一看才发现,原来是凝胶里面坚硬的导热填料大量沉积在了密封件的周围,随着活塞的往复运动泵体的密封系统硬生生被它们给“磨漏”了!

就这样,多年来一直都稳定运行的“活塞泵”点胶机忽然就变成了影响产能的“牛夫人”,逼得Tesla的工程师们不得不开始满世界寻找下一个“小甜甜”。
最后,一套形态上完全不同于“活塞泵”的点胶设备脱颖而出,凭借更稳定的运行和更流畅的点胶节奏拯救FSD HW3.0产线于水火,而这套设备就是传说中的——“螺杆泵”点胶机!
其实“螺杆泵”也早就不是什么新面孔了,它甚至能和“活塞泵”一起并称点胶泵领域的两大巨头。
只不过在多年来形成的认知惯性的影响下,当需要装配双组分导热凝胶这类对混合精度有着一定要求的胶体时人们往往更愿意选择“活塞泵”。
既然如此,这次轮到给FSD HW3.0点胶时“活塞泵”又经历了何种遭遇,反倒让“螺杆泵”成功扳回一局呢?
原来FSD HW3.0采用的导热凝胶已经在暗中完成了一次重大升级,但是在导热率实现了大跃进的同时,它的动力粘度也跟着创了新高……
“大升级”的导热凝胶
其实只要和Tesla上一代的智驾系统HW2.0/2.5一对比就能看出来,FSD HW3.0芯片的各项参数都实现了一次质的飞跃——除了算力飙升之外,它的TDP和热流密度也跟着来到了一个全新的高度!
而与之呼应的,就是导热凝胶的“大升级”。
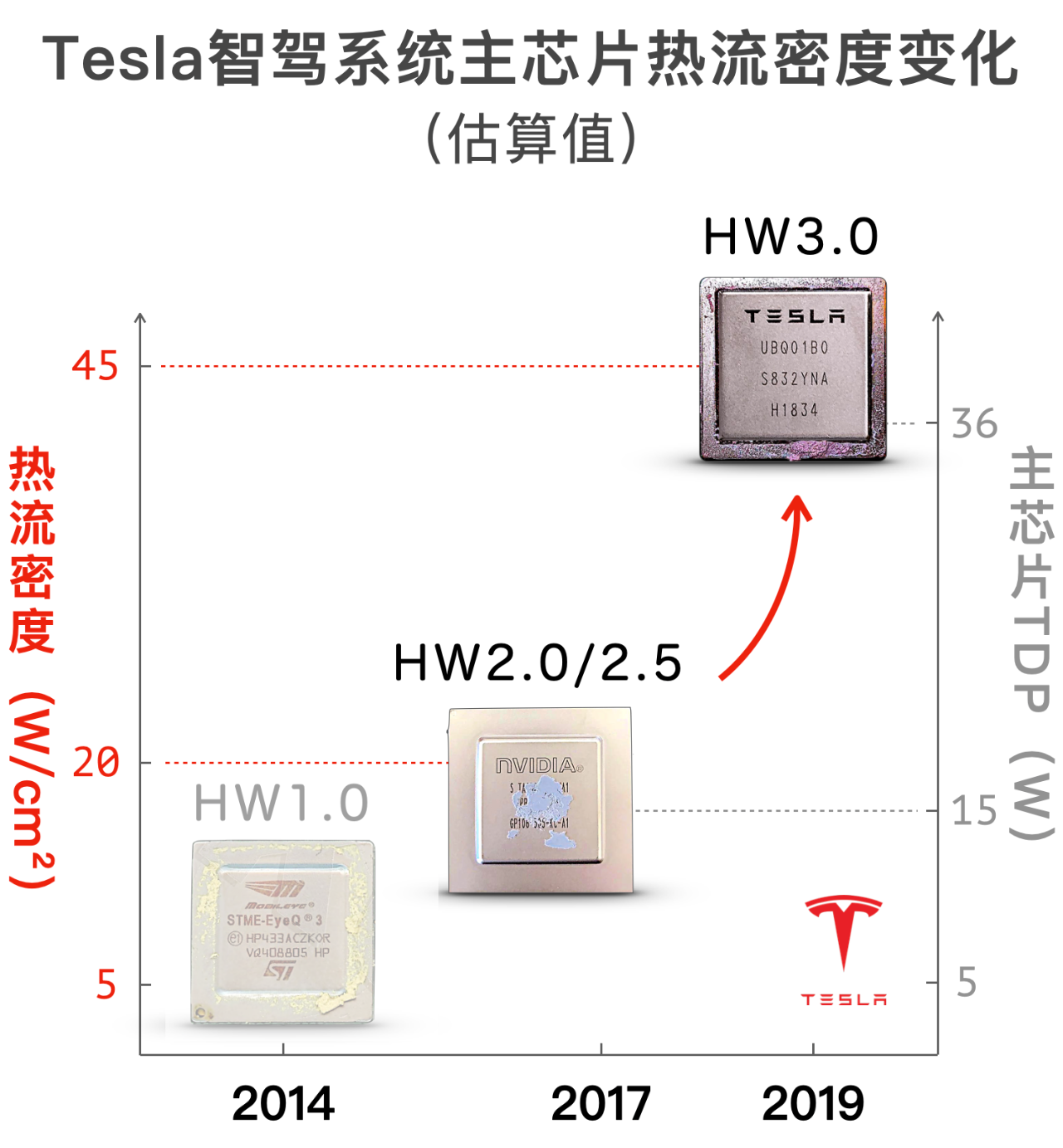
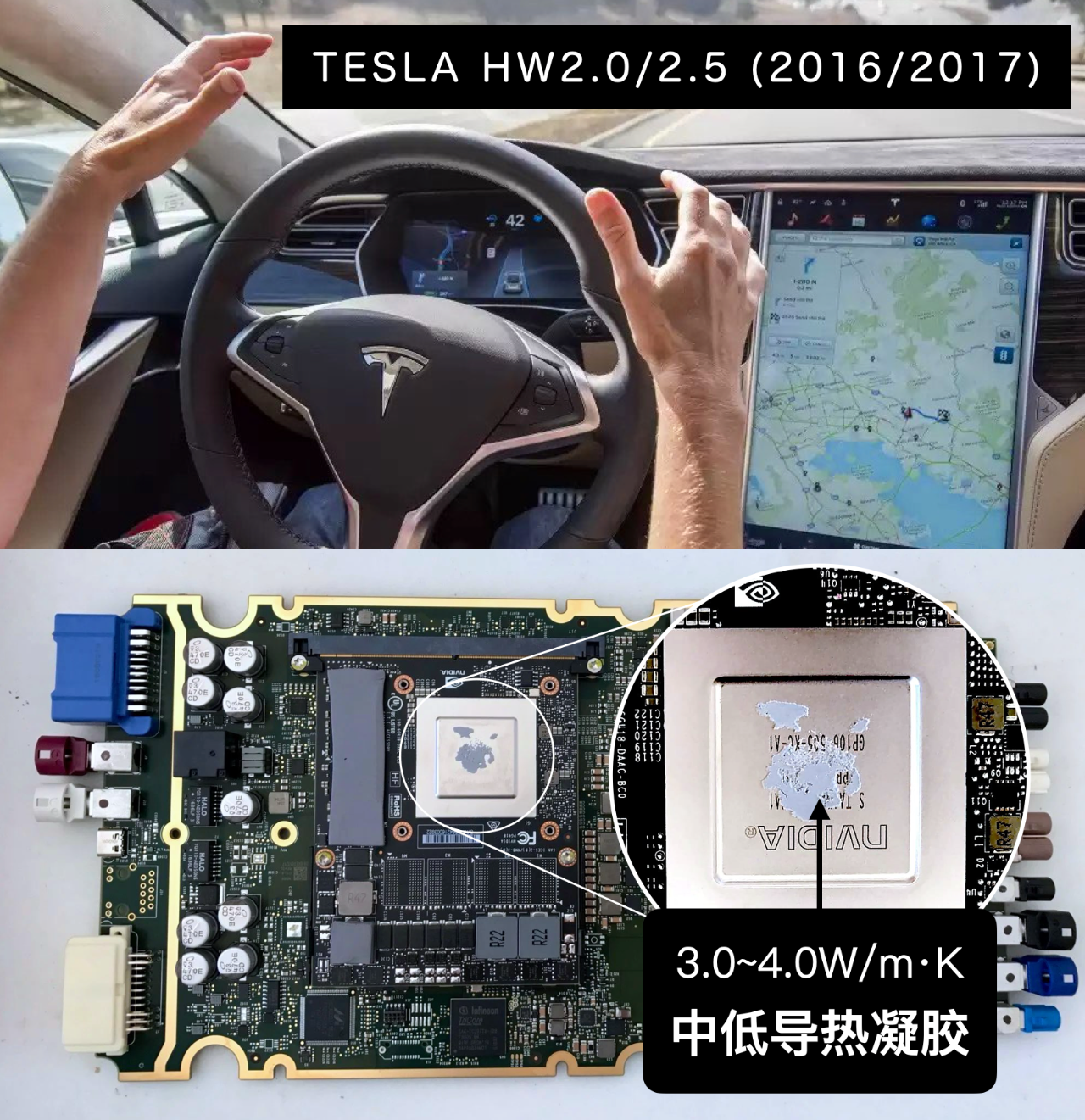
具体来说,上一代的的HW2.0/2.5智驾系统主芯片算力只有30TOP/s,这种水平用来做“辅助驾驶”问题不大,但是要想让驾驶者很放心地把手从方向盘上挪开还远远不够。
不过这样的算力也将芯片的TDP控制在了15W以内,结合芯片的面积来看其热流密度应该在比较可控的20W/cm²上下。
于是我们就看到Tesla只给这个“辅助驾驶”系统搭配了一款导热率在3.0~4.0W/m·K区间的中低导热凝胶。
但是到了FSD HW3.0就完全不一样了——
系统主芯片的算力和TDP分别飙升至144TOP/s与36W,随之热流密度也上探40~50W/cm²区间!
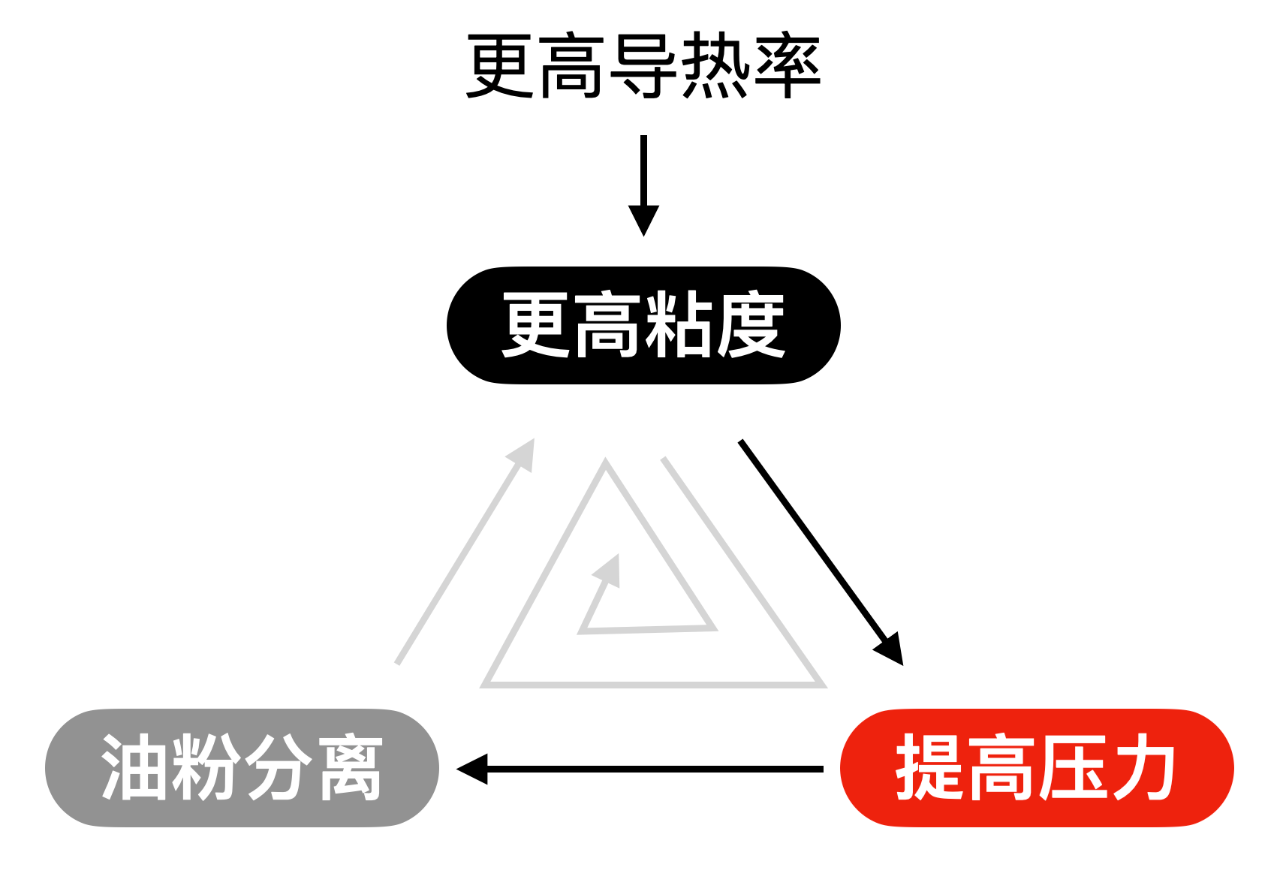
此时系统的发热量已经不可同日而语,于是Tesla就给这一代智驾系统重新挑选了一款导热率高达9.0+W/m·K的全新凝胶!
唯一的问题是,伴随着导热率的飙涨这款新凝胶的动力粘度也大幅超过了上一代凝胶!
据业内专家评估,新凝胶的真实粘度恐怕已经突破了700Pa.s的极高值,如此粘稠的胶体与其说它是流体倒不如说它其实就是一坨干泥巴更为贴切了。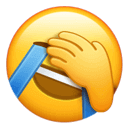
到了这一步,“压力”终于传导到了点胶机!

“点胶压力”与“油粉分离”
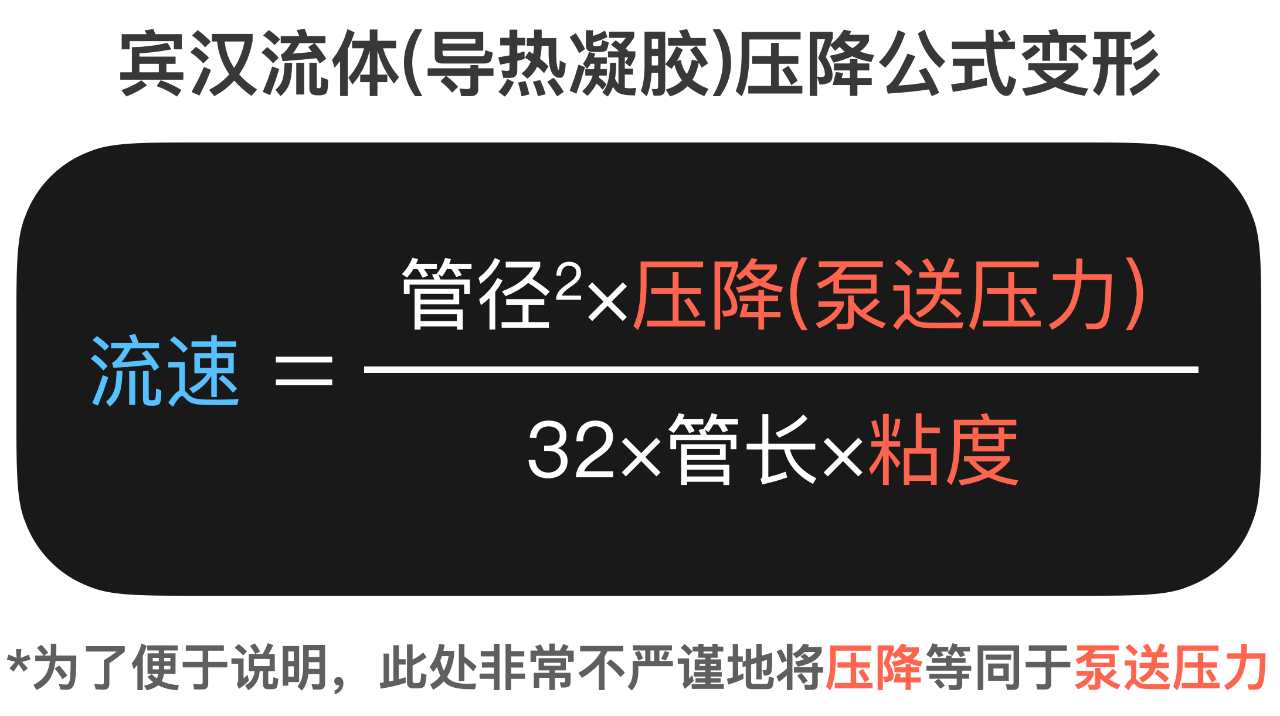
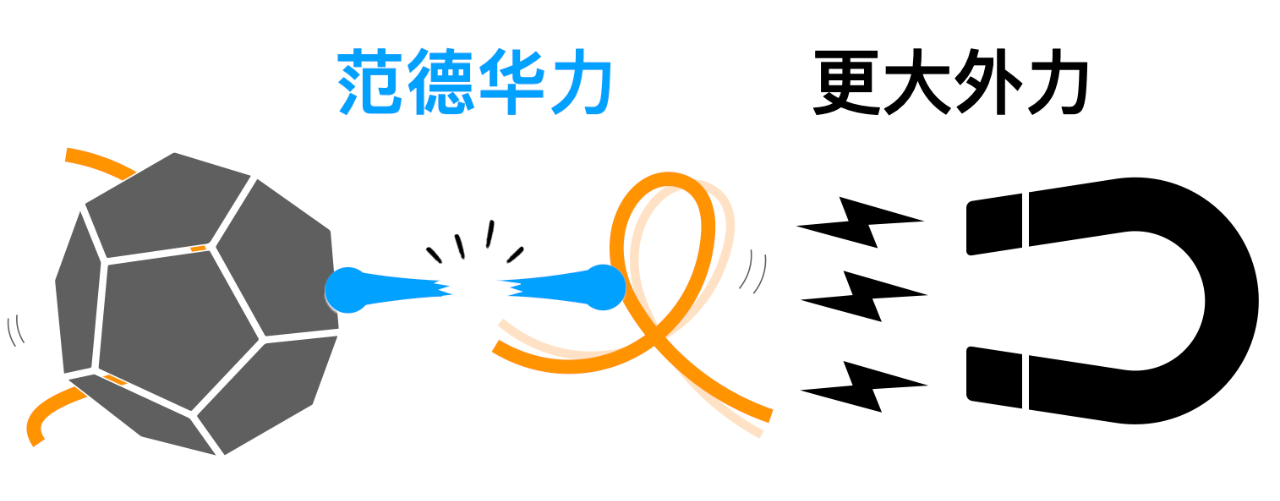
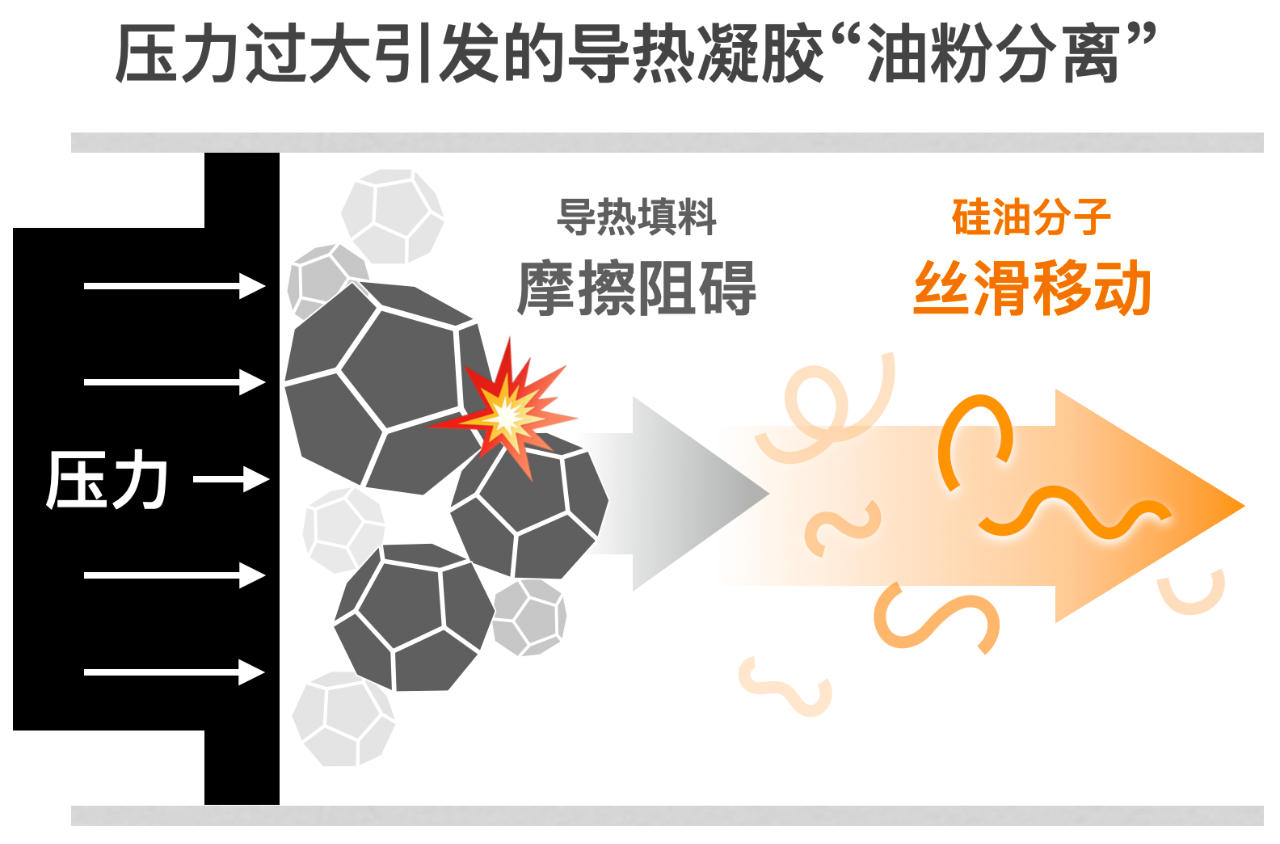
虽然引发“油粉分离”的因素很多,但是较高的点胶压力绝对是最直接的一个。
具体来说就是当点胶机的压力过大之时,原本存在于凝胶内部负责润滑的硅油分子容易大量逸出,最后以“硅油”的形态从“活塞泵”附近的接头处渗漏出来。
一旦硅油的“滋润”减少了,胶体就会变得更加粘稠,同时导热填料也更容易沉积在管路内部对设备造成磨蚀!
之所以会出现这个问题,主要是因为包括导热凝胶在内的诸多热界面材料基本都是导热填料和硅油分子的混合物。
何以胜出“螺杆泵”?

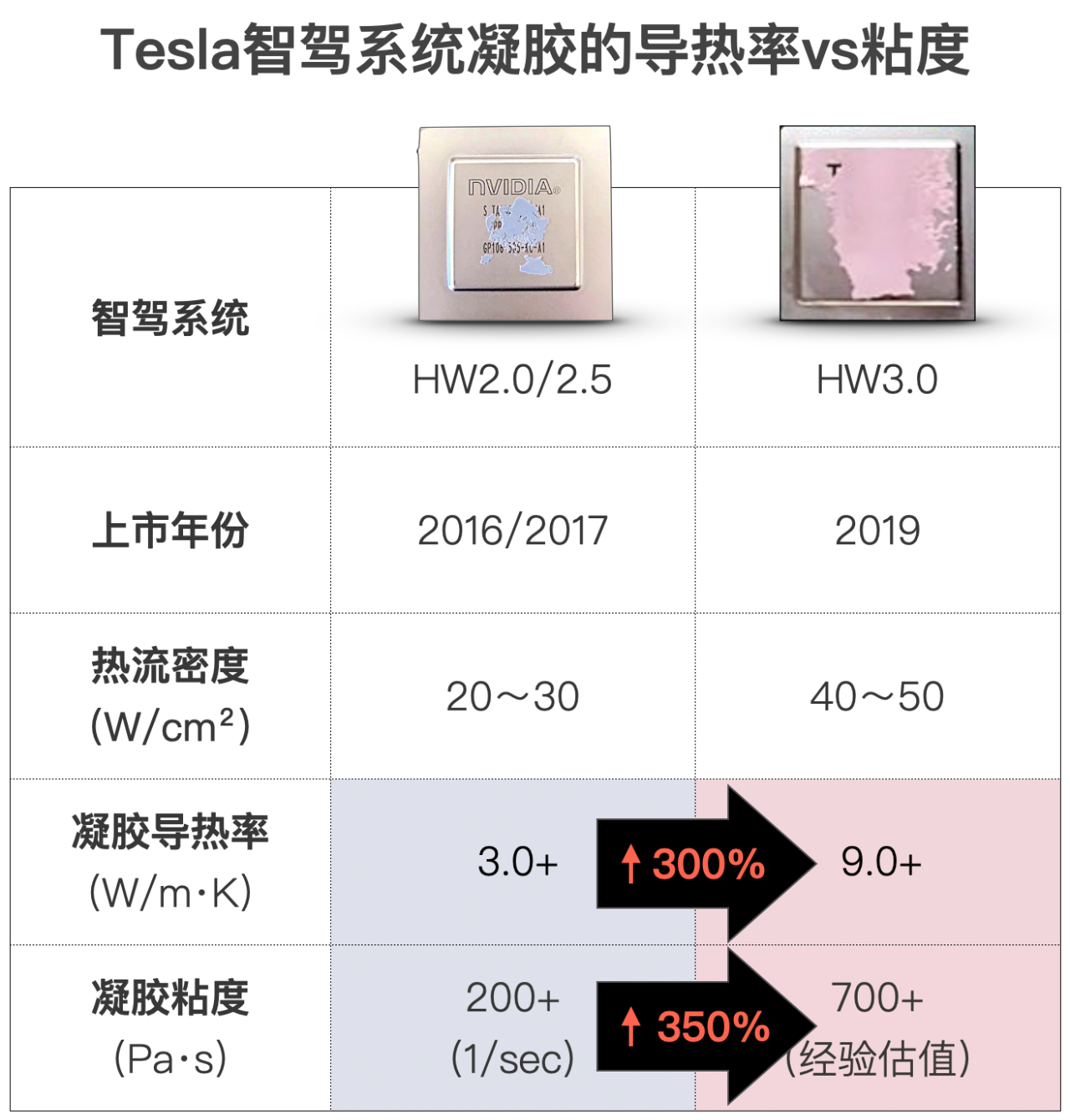
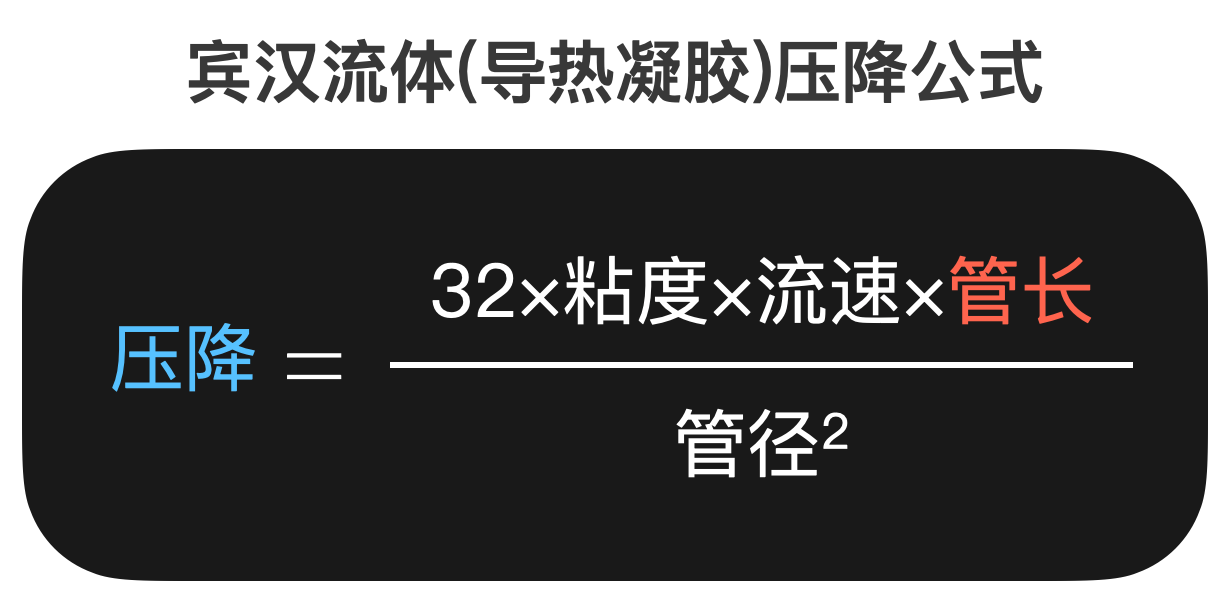
因为胶体在向前流动中会遇到各种阻力,所以压力在出胶口位置会低于入胶口,而这部分降低的压力就是“压降”。
所以我们可以简单粗暴地认为,压降越大,就代表入胶口压力也越大!
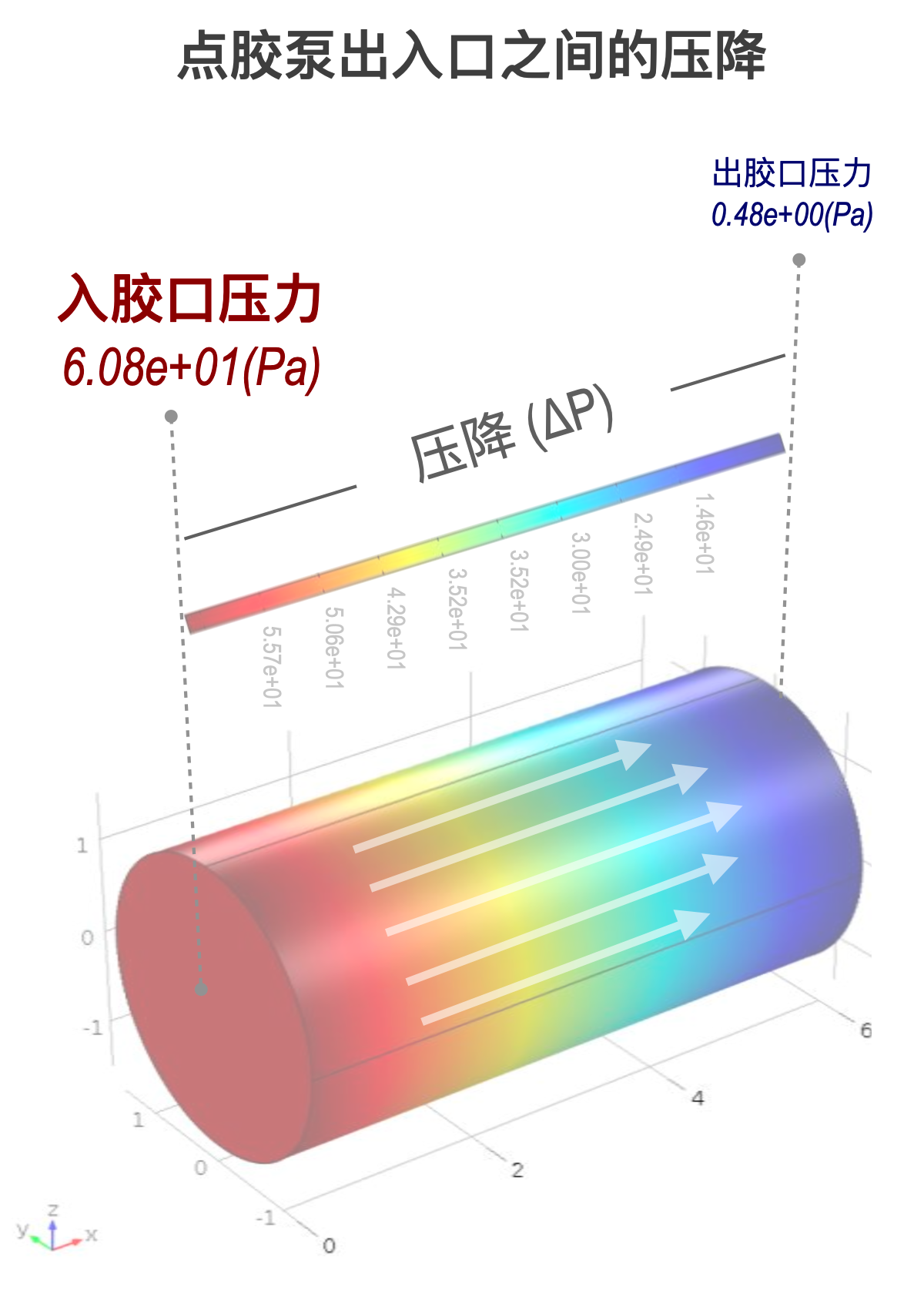
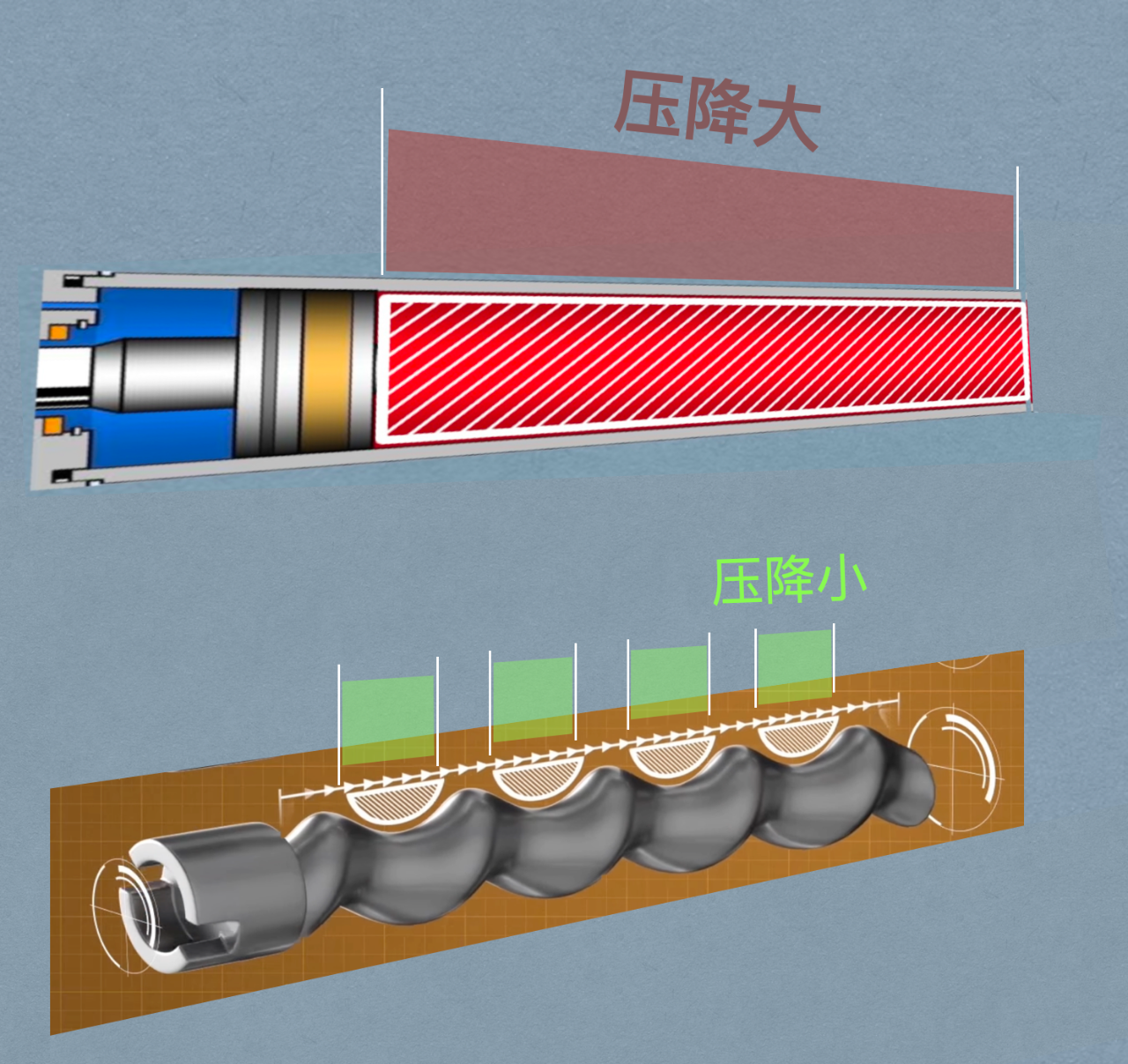
那么再结合宾汉流体的压降公式能发现,假如在流速不变的情况下,泵的腔体越长,压降(泵送压力)就越大!
虽迟但到“螺杆泵”
因为受限于电机控制技术和加工工艺,早期“螺杆泵”的泵送精度不太行,所以当时的人们都倾向于将它应用在流体输送之类非常追求“流量”的领域。
反观“活塞泵”天生就对出胶量有着比较精准的控制,于是顺理成章就成了各种点胶设备的首选方案。
【版权与免责声明】本内容为作者个人独立观点,不代表。我们致力于保护作者版权,部分图片及信息来自互联网,如果发现本站有涉嫌侵权的内容,欢迎后台留言,本站将立刻删除涉嫌侵权内容。
- 返 回
- 上一篇:DeepSeek定义的点胶螺杆阀
- 下一篇:没有了!